Os contamos nuestra experiencia con la tecnología de impresión 3D SLA, las impresoras de resina y fotocurado que han llegado al mercado doméstico y comparten escenario con las FDM de filamento de plástico.
Introducción
La mayoría de los que nos hemos introducido en la impresión 3D lo hemos hecho con impresoras de extrusión de hilo plástico, una tecnología que se suele llamar FFF (por Fused Filament Fabrication) o FDM (por Fused Deposition Modeling). Estas impresoras 3D han sido las primeras en llegar a tener un precio barato, asequible para el bolsillo aficionado.
Existen muchas otras tecnologías de impresión 3D. El siguiente esquema muestra las más importantes:
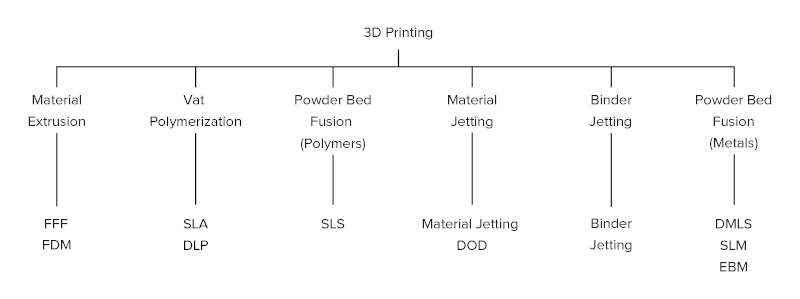
Cada una tiene sus ventajas e inconvenientes, pero la mayoría, como decimos, no se puede considerar fuera del ambiente profesional por su alto coste. La segunda tecnología que ha empezado a ser accesible en este sentido es la SLA (por StereoLitography Apparatus) o DLP (por Digital Light Processing). En Niubit hemos decidido probarla después de varios años de experiencia con la FDM y compartir aquí la experiencia.
Sensación general
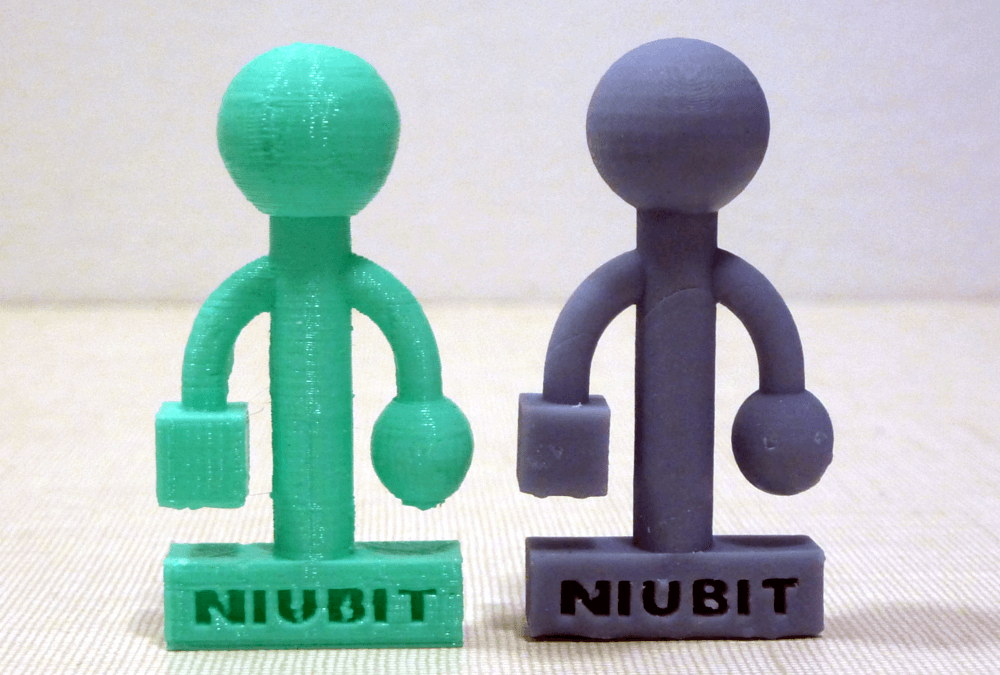
Tras unas cuantas impresiones de piezas, nuestra sensación es que el trabajo con una impresora 3D SLA supone una experiencia casi diametralmente opuesta a la que produce una impresora FFF. Con esta última, el trabajo previo a la impresión es importante y costoso (calibración de la impresora, determinación de velocidades, temperaturas y ventilación). A cambio, una vez terminada la pieza requiere poco trabajo (despegar la pieza de la cama y retirar los soportes en caso de haberlos) y es funcional desde un principio.
Con la impresora 3D SLA pasa lo contrario: el proceso previo es muy sencillo. Sólo hay que ajustar la altura 0 de la placa de impresión (lo que resulta mucho más sencillo que calibrar la cama de una impresora FFF), echar resina al tanque y comenzar la impresión. A cambio, al terminar esta última es cuando empieza el trabajo como luego veremos.
¿Qué impresoras 3D SLA baratas puedo encontrar?
Los modelos más asequibles actualmente y que podemos recomendar son:
- Anycubic Photon Zero: $169 (en algunos sitios se puede llegar a encontrar por 105€).
- Elegoo Mars: $369 (algo más cara, pero se puede encontrar de oferta fácilmente por un precio parecido al de la anterior).
Hay que decir que aunque la propia impresora 3D puede resultar incluso más barata que una impresora FFF tradicional, hay que tener en cuenta que el coste de los consumibles será mayor. A continuación mostramos una lista de los elementos que necesitas y una estimación de su precio:
- Resina: 40€/Kg
- Alcohol: 13€/litro. Es necesaria una cantidad abundante de alcohol etanol (de farmacias) o isopropílico, para enjuagar las piezas terminadas. Aunque podemos utilizar el mismo "baño" de alcohol para varias piezas, más temprano que tarde se saturará de resina y habrá que sustituirlo.
- Filtros para la resina: Existen en formato consumible (de papel) o permanentes (de metal/silicona). Los primeros cuestan unos 12€ las 50 unidades y el permanente cuesta más o menos lo mismo pero el gasto es único.
- FTE: 7€/pieza. La lámina de plástico transparente del fondo del tanque de resina se raya y deforma, por lo que hay que sustituirla de vez en cuando (video).
Aunque no es un consumible, y tampoco es imprescindible, será conveniente incluir en nuestro laboratorio de impresión 3D SLA una estación de curado o fotopolimerización. Al terminar la impresión, la pieza está en un estado denominado "verde" en el que la polimerización de la resina no está completada (es necesario que sea así para que las sucesivas capas tengan la posibilidad de unirse a las anteriores). Con estas estaciones de curado lograremos completar el proceso de polimerización con el que la pieza alcanzará los mayores niveles de resistencia.
Las estaciones consisten en una cavidad donde introducir las piezas y ser expuestas a luz Ultravioleta (UV). Alternativamente se puede utilizar una lámpara UV que emita la longitud de onda adecuada para nuestra resina. En este caso habrá que tomar precauciones para evitar exponer nuestra piel a la luz de esta lámpara. Las estaciones de curado suelen ser cerradas y aunque tienen una puerta o ventana de cristal para ver las piezas, éstas filtran la luz UV para que no salga al exterior de la cámara, como las propias impresoras.
Construirnos nosotros mismos la estación de curado con una lámpara UV nos costará lo que la lámpara (unos 16€) más los materiales para construir la cavidad (podemos hacerlo con una simple caja de cartón revestida de material reflectante). Una estación de curado comercial partirá de los 80€.
Procedimiento de impresión
Vamos a describir brevemente el proceso de impresión con una impresora 3D SLA (en concreto nosotros utilizamos la Anycubic Photon Zero) para que quienes conozcan el proceso con una impresora FFF puedan comparar.
- El comienzo del proceso es similar al de la impresión FFF, es decir, necesitamos la pieza en formato volumétrico (habitualmente STL) y un programa para hacer el slicing o conversión del volumen a una serie de secciones separadas por la altura de capa. La Anycubic Photon Zero sólo admite el formato que genera el programa oficial de la marca, es decir Photon WorkShop. No nos gustaron las opciones que tiene para orientar la pieza o generar los soportes, así que terminamos utilizando para ello PrusaSlicer, configurado con la impresora Original Prusa SL1. La secuencia completa sería:
· Importar STL en PrusaSlicer.
· Optimizar la orientación y generar los soportes.
· Exportar a STL con soportes.
· Importar en Photon WorkShop.
· Hacer el slicing.
· Copiar el fichero resultante con extensión pw0 al pendrive que luego pincharemos en la impresora. - Ajustar la posición 0 de la placa de impresión (video).
- Imprimir.
- Despegar la pieza con una espátula de la placa de impresión.
- Limpiar la película de resina que cubre la superficie de la pieza con un baño de alcohol.
- Retirar los soportes de la pieza con alicates de corte a ras.
- Terminar de curar la resina en una cámara de luz UV o exponiendo la pieza al sol durante unas horas.
- Eliminar las marcas que puedan haber dejado los soportes con lija. En este documento de FormLabs se ofrecen buenos consejos para hacerlo correctamente.
- Preparación de la impresora para una nueva impresión:
· Filtrado de la resina sobrante. Es importante hacerlo cada vez puesto que podrían quedar trozos solidificados desprendidos de la pieza recién impresa que podrían aprisionarse contra el cristal de la pantalla de proyección.
· Limpieza del tanque de resina y de la placa de impresión. Con alcohol o toallitas de papel (video).
Ventajas e inconvenientes de la impresora 3D SLA
Terminamos el análisis con una lista de pros y contras que podemos destacar de esta tecnología de impresión.
Ventajas:
- Resolución o detalle de la superficie de las piezas.
- No hay problemas de deformaciones térmicas.
- La impresora puede trabajar desatendida sin peligro, ya que no se generan temperaturas elevadas.
- Facilidad de impresión (referida al manejo de la impresora).
- Menor consumo eléctrico.
- Comportamiento mecánico de las piezas más homogéneo.
Contras:
- Tiempo de impresión. Al utilizarse alturas de capa más pequeñas que en FFF (habitualmente 0,05mm) el número de capas es mayor. Aunque la capa se endurece toda a la vez, la impresión general suele tardar más que la de una pieza equivalente en FFF.
- Tamaño de las impresiones. La placa de impresión en las impresoras domésticas suele ser mucho más pequeña. En la Photon Zero mide 97x54mm y la altura máxima es 150mm. Una impresora FFF equivalente en coste, duplica y triplica fácilmente todas las dimensiones.
- Coste de los consumibles.
- Mayor trabajo de las piezas postimpresión.
Para terminar, un video donde pueden verse todas las fases de la impresión menos el curado final de la pieza:
